System odpylania i transportu pyłu: 9 wentylatorów o łącznej mocy 400KW (w tym 2 wentylatory 90kW softstart), kontrola obrotów na wszystkich wentylatorach oraz ślimakach, 3 zbiorniki na pył z pomiarem złoża i klapami wybuchowymi, 2 filtry na zbiornikach z pomiarem [...]
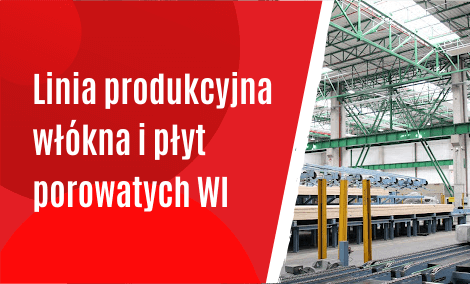
Ciąg technologiczny realizuje cały proces produkcji płyt porowatych: mielenia wiórów i odpadów drewna, przygotowanie komponentów dodatkowych, przygotowanie i wylew masy, odwodnienie masy i formowanie płyt, formatowanie płyt, załadunek do 14-piętrowej suszarni, sterowanie suszarnią, rozładunek wysuszonych płyt, sterowanie suszarnią – wentylatory [...]
Ciąg technologiczny realizuje cały proces produkcji włókna i płyt porowatych: mielenia wiórów i odpadów drewna, dozowanie dodatków do włókna, pakowanie włókna, zaklejania włókna w turbozaklejarce, formowanie płyt, załadunek do suszarni, rozładunek wysuszonych płyt, transport płyt do formatyzerki, gospodarka komponentami, system [...]
Realizacja modułowej maszyny do produkcji butelek PET zakładała, projekt, realizację i montaż automatycznej maszyny wydmuchowej odpowiedniej do produkcji butelek PET o objętości od 200 ml do 3000 ml o wydajności ok. 12 000 butelek na godzinę (dla pojemności 500ml [...]
Ciąg technologiczny realizuje proces produkcji osłonki do wędlin: sterowanie ekstruderem (stabilizacja temperatur stref, ciśnienia i regulacja wydajności), rozciąganie osłonki na walcach transportowych z zachowaniem zadanych stosunków prędkości, rozdmuchiwanie osłonki, hartowanie osłonki w tunelu hartowniczym i wannie, nawijanie osłonki.
Urządzenie realizuje proces marszczenia odcinków osłonek do wędlin w celu przygotowania ich do dalszego wykorzystania w produkcji wędlin: odwijanie osłonek, sterowanie głowicą marszczącą, sterowanie suportem głównym w funkcji drogi i długości osłonki, sterowanie w sekwencji technologicznej bączkiem, chwytakami, piłą, smarowaniem. [...]
Urządzenie realizuje kompleksowo proces cięcia profili aluminiowych bez zatrzymywania procesu produkcji: sterowanie prędkością profilarki, sterowanie napędem piły, synchronizowanie prędkości wózka piły z profilem, sterowanie szczękami i gilotyną, sterowanie rozładunkiem.
Urządzenie realizuje proces pakowania rolek papy w papier: odbiór rolek z linii produkcyjnej, odwinięcie rolki o zadaną długość w celu wprowadzenia początku papieru, owijanie rolki zadaną ilości papieru, sterowanie klejarką, transport owiniętej rolnik podajnikiem łańcuchowym.
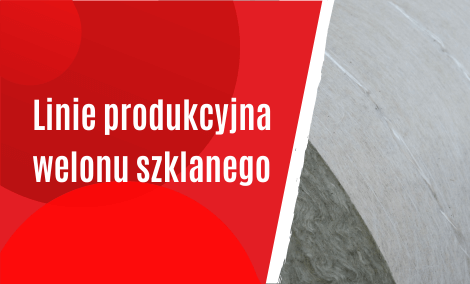
Ciąg technologiczny realizuje proces produkcji welonu szklanego: wylewanie lepiszcza, transport welonu przez sekcje odbioru, lepiszcza, suszenia, kruszenia, napinania z zachowaniem zadanych stosunków prędkości, nawijanie produktu na dwuwrzecionowej nawijarce według zadanych charakterystyk,
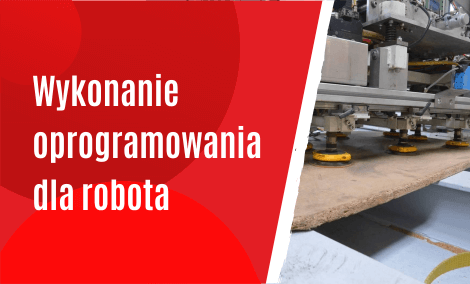
Zadanie obejmowało wykonanie oprogramowania dla robota Kawasaki CP300L z kontrolerem E03, dla paletyzacji płyt, na paletach. Program paletyzacji uwzględniał możliwość wyboru ilości warstw, sposób oraz miejsce ułożenia warstwy względem palety (palety o różnych wymiarach). Parametryzacja odbywała się z poziomu systemu [...]
W ANIRO Sp. z o.o. korzystamy z plików cookies w celu zapewnienia Ci najlepszych doświadczeń podczas korzystania z naszej strony internetowej. Zgadzając się na wszystkie pliki cookies, pozwolisz nam na zadbanie o Twój komfort podczas przeglądania naszej strony oraz dopasowanie wyświetlania naszej oferty do Twoich potrzeb.
W dowolnym momencie możesz dokonać zmiany swojego wyboru, klikając opcję Spersonalizuj. Aby dowiedzieć się więcej, zapoznaj się z naszą Polityką prywatności.
Niezbędne pliki cookies są absolutnie niezbędne do prawidłowego funkcjonowania witryny. Te pliki cookie zapewniają anonimowo podstawowe funkcjonalności i zabezpieczenia witryny.
Cookie
Czas przechowywania
Opis
_GRECAPTCHA
6 months
Usługa Google Recaptcha ustawia ten plik cookie w celu identyfikacji botów w celu ochrony witryny przed złośliwymi atakami spamowymi.
CookieLawInfoConsent
1 rok
CookieYes ustawia ten plik cookie do rejestrowania domyślnego stanu przycisku odpowiedniej kategorii i statusu CCPA. Działa tylko w koordynacji z podstawowym plikiem cookie.
PHPSESSID
sesja
Ten plik cookie pochodzi z aplikacji PHP. Plik cookie przechowuje i identyfikuje unikalny identyfikator sesji użytkownika w celu zarządzania sesjami użytkownika w witrynie. Plik cookie jest plikiem sesyjnym i zostanie usunięty po zamknięciu wszystkich okien przeglądarki.
viewed_cookie_policy
1 rok
Wtyczka RODO Cookie Consent ustawia plik cookie do przechowywania informacji, czy użytkownik wyraził zgodę na używanie plików cookie. Nie przechowuje żadnych danych osobowych.
Funkcjonalne pliki cookie pomagają wykonywać określone funkcje, takie jak udostępnianie zawartości witryny na platformach mediów społecznościowych, zbieranie informacji zwrotnych i inne funkcje stron trzecich.
Cookie
Czas przechowywania
Opis
messaging_plugin_*
nigdy
Ten plik cookie jest używany przez Facebook w celu umożliwienia korzystania z funkcji widgetu czatu.
Pliki cookie dotyczące wydajności służą do zrozumienia i analizy kluczowych wskaźników wydajności witryny, co pomaga zapewnić odwiedzającym lepsze doświadczenia użytkownika.
Cookie
Czas przechowywania
Opis
_gat
1 minuta
Google Universal Analytics ustawia ten plik cookie, aby ograniczyć liczbę żądań, a tym samym ograniczyć gromadzenie danych w witrynach o dużym natężeniu ruchu.
Analityczne pliki cookie służą do zrozumienia, w jaki sposób odwiedzający wchodzą w interakcję ze stroną internetową. Te pliki cookie pomagają w dostarczaniu informacji na temat wskaźników liczby odwiedzających, współczynnika odrzuceń, źródła ruchu itp.
Cookie
Czas przechowywania
Opis
__fb_chat_plugin
nigdy
Facebook ustawia ten plik cookie w celu przechowywania i śledzenia interakcji.
_fbp
1 rok
Facebook ustawia ten plik cookie, aby wyświetlać reklamy na Facebooku lub na platformie cyfrowej obsługiwanej przez reklamy Facebooka po odwiedzeniu strony internetowej.
_ga
1 rok 1 miesiąc 4 dni
Google Analytics ustawia ten plik cookie w celu obliczania danych dotyczących gości, sesji i kampanii oraz śledzenia wykorzystania witryny na potrzeby raportu analitycznego witryny. Plik cookie przechowuje informacje anonimowo i przypisuje losowo wygenerowany numer w celu rozpoznania unikalnych gości.
_ga_*
1 rok 1 miesiąc 4 dni
Google Analytics ustawia ten plik cookie w celu przechowywania i liczenia odsłon strony.
_gat_gtag_UA_*
1 minuta
Google Analytics ustawia ten plik cookie w celu przechowywania unikalnego identyfikatora użytkownika.
_gcl_au
3 miesiące
Google Tag Manager ustawia plik cookie w celu eksperymentowania z efektywnością reklam witryn internetowych korzystających z ich usług.
_gid
1 dzień
Google Analytics ustawia ten plik cookie w celu przechowywania informacji o tym, jak odwiedzający korzystają ze strony internetowej, jednocześnie tworząc raport analityczny na temat wydajności witryny. Niektóre z zebranych danych obejmują liczbę odwiedzających, ich źródło i strony, które odwiedzają anonimowo.
gaVisitorUuid
1 rok
Google Analytics Getresponse ustawia ten plik cookie w celu statystycznego śledzenia zachowań użytkowników online.
Reklamowe pliki cookie służą do dostarczania odwiedzającym odpowiednich reklam i kampanii marketingowych. Te pliki cookie śledzą odwiedzających na stronach internetowych i zbierają informacje w celu wyświetlania spersonalizowanych reklam.
Cookie
Czas przechowywania
Opis
fr
3 miesiące
Facebook ustawia ten plik cookie, aby wyświetlać odpowiednie reklamy poprzez śledzenie zachowań użytkowników w Internecie, na stronach z pikselem Facebooka lub wtyczką społecznościową Facebooka.
gr83p_59db3877322f17e6c0092c106bdf75dd
2 miesiące
Getresponse ustawia ten plik cookie w celu gromadzenia informacji za pośrednictwem wyskakujących kwestionariuszy witryny i komunikatorów w celach marketingowych.
IDE
1 year 24 days
Pliki cookies Google DoubleClick IDE przechowują informacje o tym, w jaki sposób użytkownik korzysta z witryny, aby wyświetlać mu reklamy dopasowane do jego profilu.
NID
6 miesięcy
Google ustawia plik cookie w celach reklamowych; aby ograniczyć liczbę wyświetleń reklamy przez użytkownika, wyciszyć niechciane reklamy i zmierzyć skuteczność reklam.
test_cookie
15 minut
doubleclick.net ustawia ten plik cookie, aby sprawdzić, czy przeglądarka użytkownika obsługuje pliki cookie.
VISITOR_INFO1_LIVE
6 miesięcy
YouTube ustawia ten plik cookie w celu pomiaru przepustowości i ustalenia, czy użytkownik otrzyma nowy, czy stary interfejs odtwarzacza.
VISITOR_PRIVACY_METADATA
6 miesięcy
YouTube ustawia ten plik cookie w celu przechowywania stanu zgody użytkownika na pliki cookie dla bieżącej domeny.
YSC
sesja
YouTube ustawia ten plik cookie w celu śledzenia wyświetleń osadzonych filmów na stronach YouTube.
yt-remote-connected-devices
nigdy
YouTube ustawia ten plik cookie w celu przechowywania preferencji wideo użytkownika przy użyciu osadzonych filmów YouTube.
yt-remote-device-id
nigdy
YouTube ustawia ten plik cookie w celu przechowywania preferencji wideo użytkownika przy użyciu osadzonych filmów YouTube.
yt.innertube::nextId
nigdy
YouTube ustawia ten plik cookie w celu zarejestrowania unikalnego identyfikatora w celu przechowywania danych o filmach z YouTube oglądanych przez użytkownika.
yt.innertube::requests
nigdy
YouTube ustawia ten plik cookie w celu zarejestrowania unikalnego identyfikatora w celu przechowywania danych o filmach z YouTube oglądanych przez użytkownika.











Recent Comments